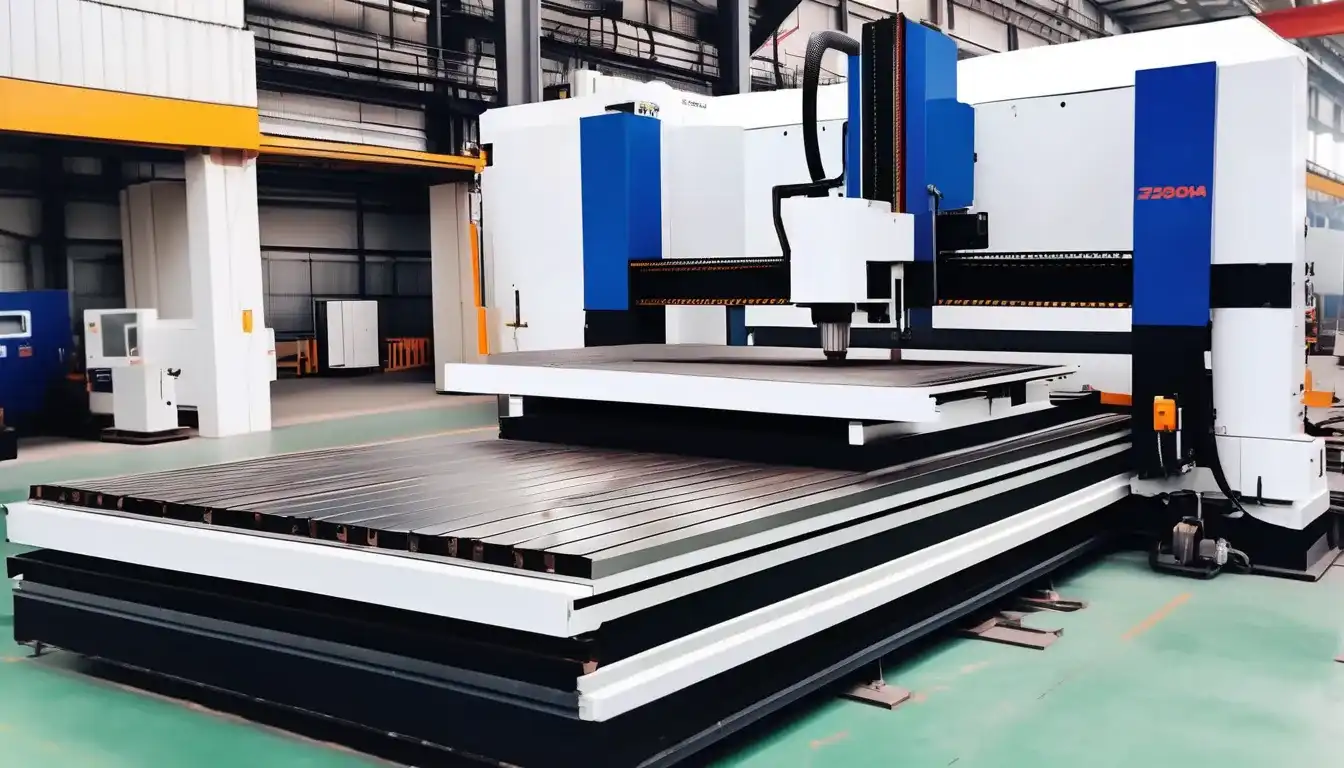





اکثر دستگاه های صنعتی نیاز به یک شاسی قوی برای نصب و مونتاژ مکانیزم ها و قطعات مورد نیاز خود دارند. بدنه یا شاسی مورد نظر معمولا از پروفیل، نبشی، ناودانی و یا تیرآهن ساخته می شوند. بیشتر این بدنه ها نیازمند به آهنگری و ماشین کاری دقیق می باشند. در بعضی موارد مثل دستگاه […]

24
ژانویه
ژانویه