Skip to content
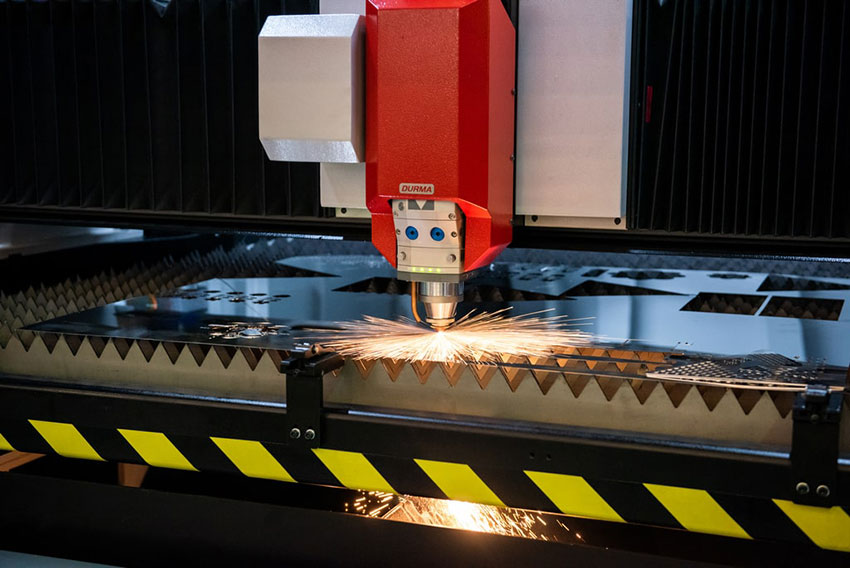
برش لیزری آلومینیوم بدون پلیسه با استفاده از لیزرهای فایبر:
تمامی فلزات پرتوهای لیزر را بازتاب می دهند ولی هرکدام آستانه جذب معینی دارند به این صورت که آهن معمولی پرتوها یا نور لیزر را بیشتر از آلومینیوم یا مس جذب می کند. لذا ضخامت های بیشتری از ورق آهن را می توان با لیزر برش داد. بسیاری از شرکت های برش لیزر آلومینیوم را برش نمی دهند ، زیرا بدون دانش و مهارت مناسب ، آلیاژهای آلومینیومی به راحتی هنگام برش پلیسه می دهند. همچنین بازتاب یا رفلکس آن می تواند به دستگاه های لیزر آسیب برساند و اغلب اجرای آن سخت است.
این بدان معناست که در صورت بازتاب پرتو لیزر توسط صفحه آلومینیومی ،این پرتو می تواند به هد دستگاه منتقل شده و باعث آسیب های جبران ناپذیری به دستگاه شود.، این بازتاب کاملاً از سطح ورق ایجاد نمی شود ، بلکه با تشکیل استخر مذاب که به طور کامل بازتاب دهنده است ایجاد می شود. به همین دلیل رنگ آمیزی سطح ورق با اسپری جذب کننده نور لیزر مشکل را به طور کامل برطرف نمی کند. به عنوان یک قاعده کلی ، افزودن عناصر آلیاژی ، بازتاب نور لیزر را از صفحه آلومینیوم کاهش می دهد ، بنابراین برش آلومینیوم خالص سخت تر از برش آلیاژ سری 5000 آلومینیوم است.
با انتخاب پارامترهای مناسب و سازگار برای برش لیزر امکان انعکاس و برگشت نور کاهش پیدا کرده و به صفر می رسد. برای برش آلومینیوم از گاز نیتروژن استفاده می شود که این عمل باعث افزایش کیفیت و دقت برش می شود.
نکات مهم برش لیزر استیل یا فولاد:
زاویه کونیک(Conic Angle) :
به معنای تغییر قطر سوراخ در امتداد ضخامت برش است. که هر چه ضخامت بیشتر باشد این زاویه نیز بیشتر می شود و باعث کاهش دقت برش می شود.برای کاهش این زاویه باید لنزهای دستگاه با دقت تنظیم شود تا پرتوی لیزر به صورت عمود برز سطح برش بتابد.
این زوایه باعث می شود که عدد سوراخ اندازه گیری شده در پشت و روی قطعه متفاوت باشد.
تولید پلیسه(Burr):
به برجستگی هایی که بعد از برش لیزر روی لبه قطعه باقی می ماند و باعث کاهش دقت و کیفیت قطعه می شود پلیسه گفته می شود. عدم وجود پلیسه به تنظیمات دستگاه و کیفیت برش آن بستگی دارد که برای ضخامت ها و مواد مختلف تنظیماتی متفاوتی استفاده می شود..
هرچه پلیسه کمتر باشد نیاز به فرایند های بعد از برش کاهش پیدا می کند.
گپ برش یا کرف (Kerf): خط برش یا گپ برش پدیده ای است که هنگام برش لیزر ایجاد می شود و مقداری از متریال بعد از برش ذوب شده یا آب می شود. این مقدار بستگی به ضخامت ورق، جنس ورق و فشار و سرعت برش دارد و این مقدار باید هنگام طراحی یا هنگام اجرا باید لحاظ شود.
سرعت برش(cut speed): سرعت برش به جنس ورق، فشار گاز و نیز توان و نوع دستگاه بستگی دارد. هرچه توان بالاتر و ضخامت پایین تر باشد سرعت برش بیشتر است.
زبری سطح برش (surface roughness):
زبري سطح عبارت است ازناهمواري ها و نـامنظمی هـاي سـطح برشـکاري شـده کـه جـز لاینفـک
عملیات برشکاري محسوب می شوند و عبارت از خطوط و شیارهایی هستند کـه ،در طـول عملیـات
برشکاري ایجاد می شوند.این خطوط در اثر عواملی چون سوختن غیر مستقیم،نوسانات سـطح مـایع
در سطح و اختلاف در نیروي جذب شده توسط نقاط مختلف بوجود می آیند.
فشار گاز(Gas Pressure):
فشار گاز لیزر عامل مهم دیگری است که باید مد نظر گرفت.فشار گاز وابسته به ضخامت ماده ای است که قرار است برش بخورد. هر چه ضخامت کم تر باشد فشار گاز کم تری نیاز است و ضریب خطر تخریب دستگاه نیز پایین می آید.
سایز نازل(Nozzle Size):
نازل ها تاثیر مهمی روی کیفیت برش لیزر دارند. برای مثال وقتی با متریال با ضخامت پایین سر و کار داریم نازل های کوچک تری مورد نیاز است. متقابلا وقتی فشار گاز بالاتری نیاز باشد نازل های با سایز بالاتری نیز نیاز است.
نازل های دستگاه برش لیزر دو نوع اند.
نازل تک
نازل دوبل
برای برش آهن از نازل دوبل با گاز اکسیژن و برای برش استیل ضد زنگ و آلومینیوم از نازل تک و گاز نیتروژن استفاده می شود.
گاز برش(Cutting Gas):
هنگام سوراخ کاری و برشکاری آلومینیوم، معمولا گاز نیتروزن با فشار بالا (100 تا 300 PSI بسته به ضخامت) به عنوان گاز برش استفاده می شود که باعث افزایش کیفیت و قابلیت اطمینان می شود.